Perforating Technologies
Stewarts of America manufactures and supplies a variety of perforating technologies for a multitude of industries or applications.
From tooling and equipment, to toll perforation services, Stewarts can take your application from concept to full scale production.
From Concept to Completion in 6 simple steps:
Project Initiated...
- Client submits perforation application request and is unsure of perforating requirements
- Stewarts makes suggestions and recommendations for perforating, based on material, hole size, pattern, and desired end use
- Customer submits samples and Stewarts perforate the samples with either existing tooling, or manufacture tooling specifically for the sample
- Customer tests sample perforated material
- Customer decides on final perforation specifications based on results
- Customer decides whether to continue to toll perforate through Stewarts of America, or requests that Stewarts of America build tooling and machinery so that the customer can perforate in house
...Project Completion
Unlike many competitors, we design, machine and fabricate complete tooling and in our facility. This gives us complete control over the delivery, consistency of product and quality of product. It also enables us to give complete product support, down to the nut and bolt. Stewarts of America also manufactures auxiliary equipment such as unwind and rewinds and slitting equipment. All our machines are designed by our engineers with input from our customers, so that we come up with a solution that is perfect for you. There is no project too big, too small or too unique.
Our company has proven experience with
Cold Perforation,
Hot Perforation,
Inline and Cross Tear Perforation,
Pinned Punch Perforation (Hot or Cold),
Slit and Razor Perforation,
Vacuum Perforation, and
Vertical Die Punch Perforation,
Laser Perforation,
Rotary Tool and Die Perforation and
Thermal/Flame Perforation methods and technologies. We invite you to learn more about our innovative solutions by looking over the
perforation types page, or
contact us for more information.
Cold Perforation
Stewarts of America manufactures tooling and machinery for cold perforating. Cold pin perforating is the process of taking a sharpened pin and piercing a substrate with the pin point. This usually results in a "volcanic" looking aperture in poly- based materials, which can be beneficial in some applications, such as those that require a one way valve. Cold perforation is the least expensive and fastest methods of perforating.
Cold rotary pin perforating can be applied continuously, or can be made to work in register or intermittently.
Benefits:
- Least expensive method of perforating
- Fastest method of perforating
- Simple to install and operate
- Simple to maintain
- Can be used on just about any material
- Some benefits from a volcanic style aperture
Drawbacks:
- The volcanic style hole is not always suitable for the application
- The center of the hole is pierced and stretched, not removed
- Dusting can occur in some materials
- Punctured hole can potentially close back up, but will open again in above normal atmospheric conditions
Cold perforation is used in many applications, and allows the substrate to be perforated with a raised surface on either side of the material. Perforations can be made in register, lanes or in a continuous pattern.
Cold perforating units can vary in size, and cold perforating tooling can be made to create a wide array of hole sizes and hole patterns. The most common are square and staggered, however, customer patterns and even logos can be created. Our cold perforating machines are designed with quick change tooling, allowing the operator to safely change the pinned sleeves without damaging him/herself or the pinned sleeves.
The cold perforation process often uses a backup pressure roller. Stewarts of America, Inc. supplies polished
steel rollers,
grooved rollers,
felt covered rollers,
brush rollers,
rubber, silicone and polyurethane covered rollers to suit your perforating process.
Cold pin perforators can be made from 25mm wide up to 4000mm wide as standard. Custom machines can be manufactured for large diameter rollers in the case of high-speed applications, high pressure applications, or applications that demand greater width to overcome roller deflection. Our machines are precise, simple to use, and utilize parts that can be obtained internationally. This has been a key ingredient to our international success of business in over 50 countries.
Contact us for more info on Cold Perforation Solutions
Hot Perforation
Hot pin perforating is the process of taking a heated, sharpened pin and piercing a substrate with the pin point. This results in a melted hole, where the center of the hole is melted into a re-enforced ring around the punctured hole. This can be very beneficial in many applications that require additional strength if they are prone to tearing, or if they require an open hole that will not close back up again. Hot perforation is a very economical alternative to
laser perforating, and can create a wide variety of hole sizes.
Hot rotary pin perforating can be applied continuously, or can be made to work in register or intermittently.
Benefits:
- Less expensive method of perforating than laser with often similar results
- Great for perforating all the way across a web
- Straightforward to install and operate
- Simple to maintain
- Heat helps prevent dusting seen in cold perforating applications
- Can be used on just about any material
- Some benefits from the molten ring style aperture
- Stronger resulting holes are helpful, especially in brittle material applications
- Melted hole will not close back up, and allows for excellent flow control of air, moisture or water
Drawbacks:
- The welted style hole is not always suitable for the application
- The center of the hole is pierced and melted, debris can sometimes be an issue, depending on the substrate
- Hot perforation is speed restricted when compared to cold perforation as the hot perforating system has to replenish the heat in the pin every revolution of the cylinder
Stewarts of America hot pin perforating systems are designed to provide maximum quality holes at as fast of a speed as possible. The speed in which you will perforate will depend on the quality of hole required.
Hot perforating units can vary in size, and hot perforating tooling can be made to create a wide array of hole sizes and hole patterns. The most common are square and staggered, however, Stewarts of America has the precision technology to create unique designs, such as logos in the tooling. Stewarts of America hot perforating machines are designed with features such as quick change tooling, allowing the operator to safely change the pinned sleeves without damaging him/herself or the pinned tooling.

The hot perforation process often uses a backup pressure roller. Stewarts of America supplies polished steel rollers,
grooved rollers,
felt covered rollers,
brush rollers,
rubber, silicone and polyurethane covered rollers to suit your perforating process.
Hot pin perforators can be made up to 4000mm wide as standard. Custom machines can be manufactured for large diameter rollers in the case of high-speed applications, high pressure applications, or applications that demand greater width to overcome roller deflection. Our machines are precise, simple to use, and utilize parts that can be obtained internationally. This has been a key ingredient to our international success of business in over 50 countries.
Contact us for more info on Hot Perforation Solutions

Inline + Cross Tear Perforation
Examples would be toilet paper tear offs, tear off bags, easy open pouches or punched out bag handles.
- Tear off perforations - Perforations can be located in close proximity in order to create an easy tear line
- Web direction tear lines - can be accomplished by either mechanical repeat based on circumference, or electronically by servo and speed matching, or by an actuated bar. These lines can be all the way across, interrupted or in shapes.
- Machine direction tear lines - can be put in lines, interrupted lines, or in custom patterns for shaped punch outs etc. Examples would be a film that the converter wants to be able to slit by the user into the size the user requires, score lines for easy folding, punch outs are often seen in agricultural films and geotextiles so that a shape can be punched out by the customer and a seed planted in the open area of the film, while the remainder of the ground remains covered.
- Both web and machine direction tear lines - the perforating lines can be set in both directions of the material. A good example of this would be postage stamp perforating.
Round holes or slits can be made by either using pins, crush style wheels or razor tooling. A wide array of tooling and machinery is available for achieving the tear line perforating you require in your application. There are a number of technologies available for creating inline and cross tear perforations:
Inline + Cross Tear Perforating
Stewarts of America designs and builds tooling for inline and cross tear perforating.

Inline Machine Direction Rotary Perforation
Pins, crush perf blades or razor perf blades can be mounted on circular tooling inline in the machine direction in order to score or perforate the material with an inline perforation. We often mount these circular tools on dovetails that run across the machine. This allows the user to locate and lock into place wherever it is required across the web. The user can run as many lanes of perforation as required.
Inline Actuated Moving Web Punch Perforation
Moving web punch perforators consist of a male and female die mounted to a electo-pneumatic or electro-mechanical solenoid. The film is sheared between the male and female at very high speeds. The punches can be located and locked into place anywhere across the web, allowing for whatever web direction hole spacing the user desires.
Punched holes in moving web punches generally range in diameter from 3mm to 12.7mm, although larger, knockout punches are available. End uses for punched holes are commonly produced packaging, including fruit (e.g. grapes, kiwi and strawberries) and vegetables (e.g. tomatoes, lettuce and peppers).
The punched holes allow more area per hole, so the user can have less, larger holes or more, small holes to achieve the same air transmission rates, allowing the product to breathe.
Moving Web Single Punch Perforation
This "C clamp" style punch perf unit is available as in pneumatic or hammer blow style. These economical units can be mounted to a bagging line or other existing equipment and actuated by a pulses from a cam, encoder a timer, or a Stewarts of America control system, which adds versatility. These units can be mounted to the side of a line and reach all the way across to the middle of the web if required.
Electrically Controlled Cross Tear Rotary Perforation
A line of pins or a blade is mounted across the face of a cylinder. The perforating unit monitors the speed of the web that is moving across the anvil roller and speed matches the perforating roller to the web. As the perforating blade enters the material it is perfectly speed matched, creating a cross tear. Once the blade is retracted from the material, the control either accelerates or dwells the perforating roller, depending on the repeat distance of the cross tear perforation that is set through a touch screen by the user. This distance can be set on the fly. The tooling can be exchanged to create a wide variety of cross tear perforation styles. The perforation can be continuous across the web or interrupted. This unit can also work in a set distance continuous operation, or can be used to read a registration mark on a film and perforate at a distance accordingly.

Inline Actuated Slit Perforation
Razor blades can be mounted in electro-pneumatic or electro-mechanical solenoids and located across the web. When the solenoids are told to energize, they pierce and start to slit perforate the film. The length of the slit and the repeat distance of the slits can be easily controlled by touchscreen.
Mechanically Controlled Cross Tear Rotary Perforation
This system is mechanically engaged to the film and the location of the cross tear repeat is based on the diameter/circumference of the perforating roller. The roller is kept in time with the web by simple surface contact.
Electrically Controlled Cross Tear Bar Perforation
A cross bar can be filled with either pins or a blade. The pneumatics on this unit can be actuated by an electrical signal, or can be manually actuated. The bar simply presses into the anvil bar and perforates the web in between.
Contact us for more info on Inline + Cross Tear Perforation Solutions
Pinned Punch Perforation (Hot or Cold)
Stewarts of America designs and manufactures pinned punch perforating tooling and die sets.
Pinned punch perforating is particularly helpful when an application needs to target a particular area of a product for perforating. Pinned punch perforating systems are often found on bagging lines after the dancer, where the film is indexed. Our pinned punch perforating units can be located within the line, as they are compact, and the pneumatic solenoid can be linked in electronically with the existing line to be actuated at the same time. This results in seamless operation between the bagging line and the perforating unit. Pinned punches can also be married with automated systems such as feeding systems and discharge systems. We have replaced applications that were 100% manual with automated systems.
Pinned punch perforating is also helpful when the product being perforated cannot be fed through a rotary system without causing damage to the product, such as a lid or base that is thermoformed. In this particular case, the lid would be crushed by a rotary perforating system. The solution was to use a pinned punch perforating system that approaches the product vertically, and reaches over the sides of the lid.
Another example would be if the requirement was to place a perforated block in one specific location of a product. The punch can be designed and located in the appropriate place to achieve the perforation required.
A wide variety of male, female and stripping plates can be incorporated into the design. Custom dies for just about any product can be designed and machined / fabricated. Pinned punches can be made hot or cold to achieve the type of hole you require in your application.
Contact us for more info on Pinned Punch Perforation Solutions
Custom Perforating Solutions from Stewarts are Engineered to Perform
Hose / Pipe / Tube Perforation
Stewarts of America manufactures perforating tooling and machinery specifically made for circular or parts with a radius, such as hose, tube and pipe. From a small hand-held tool to full scale industrial rollers and complete machinery including automatic feeding. Tooling can be made to either just perforate the skin / cover of the hose, or in other cases to perforate all the way through the hose for air or liquid evacuation for irrigation applications. Stewarts also builds perforating units for lay-flat or tubing setups. Tube can be perforated on multiple sides if required.
High pressure hose (such as hydraulic hose) is often perforated to relieve pressure from trapped air bubbles that can rupture the hose. This is most common in high pressure inert gas and some liquid applications. Stewarts of America is the manufacturer of choice to many hose OEMs. Our hand perforators are ideal for getting rid of bumps caused by moisture or air being caught between the outer cover and the wire of high pressure hoses. Micro perforations can extend the life of high pressure hoses.
From simple concave hand tools to specialty equipment for perforating thousands of yards of hose, Stewarts of America is your source for a hose, tube or pipe perforating solution.
Contact us about Hose/Pipe/Tube Perforating Solutions

Slit + Razor Perforation
Slits can be inserted into a material in a couple of methods depending on the application. Any of these systems can be made to be continuous, work intermittently or work in register, picking up on a mark or feature on the material being perforated. Slit perforating is usually the best option when you have a thinner sheet, which demands a more subtle perforation line. Stewarts offer many different slit perf styles, offering total flexibility over tear strength and appearance in combination with other embossing or perforating technologies.
Razor Rotary Perforation
Stewarts of America can incorporate specially designed razor blades into rotary tooling and mount them into rotary perforating systems. Each razor blade in the unit is adjustable in height, and the tip of the sharp blade is tapered, so that the user can alter the length of the slit and alter the distance between slits if required. This system also allows the used to replace the blades individually, making maintenance simple.
Bladed Rotary Perforation
Perforating blades can be made as a solid piece. This tooling method allows for the perforating teeth to be located closely together to achieve tear lines, or an expanded metal type of perforation in a web if the slits are laid out in a staggered pattern across the web. A wide variety of blade styles and designs are available
Rotary Crush Perforation
Circular blades are pushed against a hardened metallic roller with the web in-between which is perforated by the sharp edge of the blade and the pressure between the blade and the anvil roller.
Individually Mounted Blades
Blades can be individually mounted in electro-pneumatic or electro-mechanical actuators. They can be located anywhere across the web and fired at the discretion of the user through a Stewarts of America control unit.
Bladed Punch Plate
Perforation blades can be mounted in specially made die sets. These punch dies have a male plate that houses the blades, a stripping plate and a female plate that allows the blades to penetrate the material all the way through. We can also die cut the outside of a product at the same time as perforating the center with a specific pattern.
Contact us for more info on Slit + Razor Perforation Solutions
Vacuum Perforation
Vacuum perforating works by running a malleable web over a roller with fine holes. Vacuum perforating is often performed on a poly film line, right after extruding, when the film is still warm. Air suction is pulled on the roller which forces air through the material, through the holes. This pierces the film and forces it to form a volcanic aperture and cool. The resulting hole will often have 3 dimensional cone, increasing surface area of the substrate. A wide array of widths can be used. The restriction is the type of materials that can be used with this technology.
Contact us for more info on Vacuum Perforation Solutions
Stewarts' Precision Perforating Solutions Are Driven to Excel
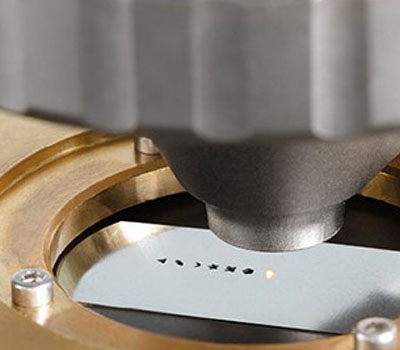
Vertical Die Punch Perforation
Vertical die punch perforating consists of a precision die ground set of a male plate with male pins, a stripping plate to hold the material being perforated off the male pins and a female plate. The material is essentially sheared by the sharp, flat, outside edge of the male round pin against the sharp, inside edge of the female receiving pin. The chad that is cut out of the material is then sucked away by a vacuum system, through the female plate. Softer, more flexible materials are often hardened by cold air before being subjected to punch perforation. The male perforating plate is driven into the female typically by a reciprocating electrical drive or by a mechanical cam system.
Vertical punch perforating is commonly used in one way vision advertising films and laminated wood products for sound proofing and acoustical paneling. Vertical punch perforation is a slow process, but leaves a very aesthetically pleasing, open, round hole.
Contact us for more info on Vertical Die Punch Perforation Solutions
Laser Perforation
High-speed laser perforation systems for moving web OR stationary applications. Lasers are versatile and can accurately burn holes smaller than mechanical methods. Laser is a non-contact method of perforating. Laser perforating can be typically retrofitted to existing machines such as bag making machines, slitters, printing equipment, unwind/rewind operations etc. Laser technologies can be used to perforate, score, drill and cut, and can be used on a broad range of materials.
Laser Perforation Facts:
- 2D and 3D systems are available
- Multi-axis Cartesian systems available
- Laser is a non-contact method of perforating
- A wide range of wattages and wavelengths are available
- Lasers are perfect for processing high precision applications
- Easy, on the fly alterations to pattern, hole size and cut depth
- Accurate and controllable depth of scoring or material penetration
- Lasers are typically modular and can be mounted on just about any line
- Stewarts of America offer custom integration for your specific application
- Laser focus can be adjusted for the material and field size to be processed
- Fume extraction, inspection, material feeding can all be included into the integration
- Stand-alone machinery also available, complete with unwind and rewind or sheet fed
Laser Perforation Applications:
- Foils
- Poly films
- Flexible packaging
- Textiles and Nonwovens
- Cardboard and paperboard
- Flat or contoured surfaces
- Label marking, perforating and scoring
- Sterile and safe for food and medical applications
Benefits:
- Exact cuts = less waste
- Faster processing = greater efficiency
- More flexibility = effective responsive to your customer requirements
- Easy mounting and integration into your existing machinery
Contact us for more info on Laser Perforation Solutions

Rotary Tool + Die Perforation
Rotary tool and die perforation is based on 2 precision mating rotating cylinders. A male and female cylinder mate to shear a shape or perforation. The anvil roller can be in the shape of the male, or can be often a ground flat roller. The material is perforated in a similar manner to vertical punch perforation, as the chad in the material is sheared out and sucked with a vacuum system through the center of the female roller. This is a very fast method of perforating, however, there can be tight width restrictions and material restrictions with this technology.
Examples of the use of this style of perforation would be computer labels, punch cards, parking tickets, straw holes, battery labels and fuel cells. There is more to punching this sort of hole than just the precision of the tooling. It is important to take into consideration the material that is being punched to make sure that it is conducive to this technology.
 Contact us for more info on Rotary Tool + Die Perforation Solutions
Contact us for more info on Rotary Tool + Die Perforation Solutions
Thermal/Flame Perforation
Thermal "jet" or "flame" perforation is perfect for ultra high density hole patterns that are required all the way across a web. This type of perforation produces precise and consistent holes.
The flames create perforations that are very clean and free of chads. Flame perforation is similar to hot needle perforation as it creates a re-enforced welt around the hole, which makes the material more resistant to tearing. Therefore a thinner material may be used as a substitute to thicker material as it offers the same strength, resulting in a cost savings.
This technology can only be used on bi-oriented substrates such as BOPP, PET, Mylar, Melinex, Hostaphan, Nylon etc.
Contact us for more info on Thermal/Flame Perforation Solutions
A Global Leader in Technical Textiles and Precision Perforating